Sheet Metal Joggle Dimensions

Pulling Sheet Metal

Sheetmetal Joggle Bends Autodesk Community Fusion 360

2 Set Of Components Bent Into Shape With Joggle Applied To The Corner Download Scientific Diagram

Illustration Of A A Lip A Joggle And A Deformed Flange B A Twin Download Scientific Diagram

Pin On Press Brake Tooling Scule Abkant

Solidworks Tutorial Using The Jog Feature Lynda Com Youtube

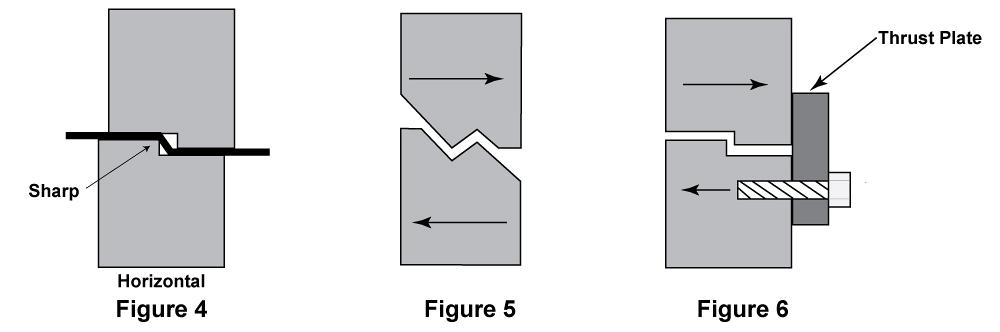
Insert the sheet in the brake and bend the metal up approximately 20 to 30.
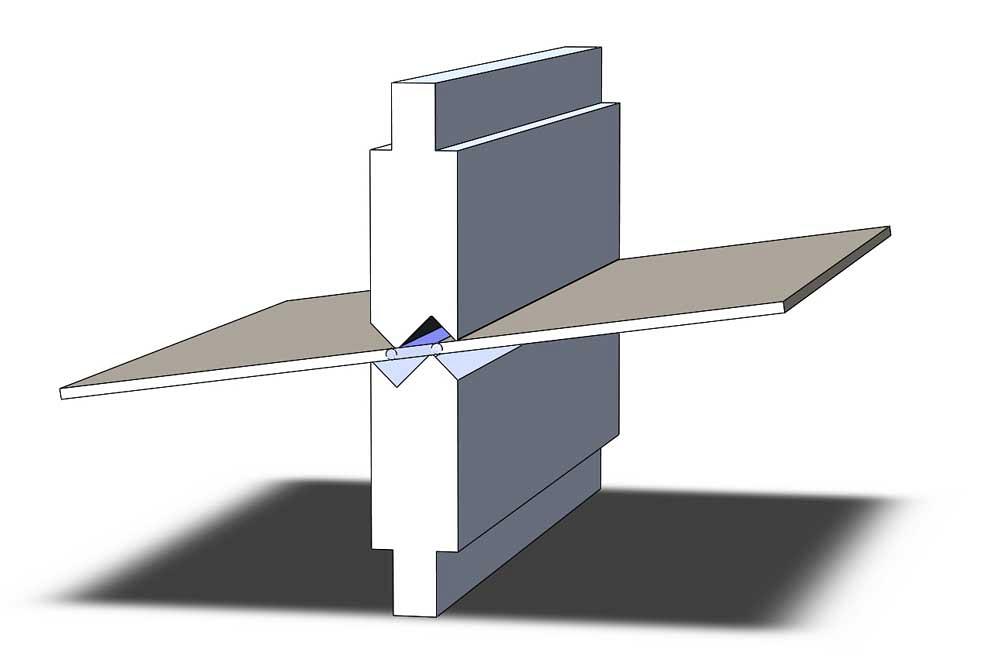
Sheet metal joggle dimensions.
Https Dfmpro Com Wp Content Uploads 2015 12 Dfm Guidebook Sheetmetal Design Guidelines Issue Xvi Pdf

Bend Table Small Joggles
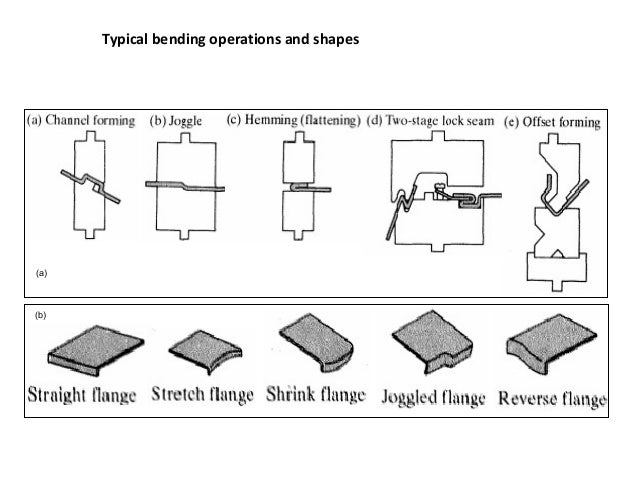
Bending Basics Strategies For Forming Offsets

Layout And Forming Part Four
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Layout And Forming Part Six

Flange All Types Command In Creo Sheetmetal Youtube
Https Arc Aiaa Org Doi Pdf 10 2514 1 11873
Multi Modal Interactions

Joggling Board Plans Google Search Joggling Board Outdoor Decor Wood Shop
Https Etd Ohiolink Edu Etd Send File Accession Osu1306683543 Disposition Inline

Stencil Painting Stencil Scrapbooking Stencil Wall Stencil Etsy Stencil Fabric Stencil Painting Stencil Crafts

Welcome To Jetage Studio Metal Clay Jewelry Silver For Jewelry Making Silver Metal Clay

March 2020 Inventor Tales

Wns Bead Roller Rolls 30 Angle Roll Set Ferramentas Faca Voce Mesmo Ferramentas Caseiras Ferramentas E Equipamentos

Joggled Sheet Metal Brackets And Their Uses In Uk Industry Sheet Metal Types Of Sheet Metal Metal

Adventure Printable Pdf Baby Nursery Closet Dividers Organizers Print Yourself Baby Girl Baby Boy Nursery Decor Nursery Organization Baby Nursery Closet Baby Boy Nursery Decor Baby Organization

Pin On Book Folding Patterns Book Upcycling
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct7zkedjfzjh8lj0yvlbmhseldc5d 2jsbtdrflkb Ifoerz3rt Usqp Cau

Joggles Square 6x6 Tunnel Book 57112 Square Craft Stores

1932 Photographic Camera Pat Metal Poster Print Nicram K Displate Patent Art Prints Camera Artwork Camera Drawing

English Wheel Wheeling Machine Replacement Rolls Wheels Anvils English Wheel Metal Tools Metal Working

Music Note Metal Art Bookends Free Usa Shipping 59 99 Usd By Knobcreekmetalarts Bookends Music Decor

Alchemy And Magic With Pebeo Paint By Joggles Com Youtube Moon Prism Vitrail Pebeo Paint Painting Moon Painting
Source : pinterest.com
